Le mot anglais kiln, dérivé du vieil anglais cyln, et le terme furnace sont souvent utilisés indifféremment pour désigner un type de four porté à de très hautes températures dans un procédé appelé cuisson ou enfournement.
Selon la définition stricte, la différence est qu’un four pour céramique est chargé à froid puis chauffé, tandis qu’un four industriel est d’abord porté en température avant d’être chargé en matériau.
Dans l’industrie, cela signifie que les fours pour céramique sont principalement associés à la céramique et aux procédés céramiques, par exemple au traitement thermique de matières premières avant leur utilisation dans un produit fini. On peut citer la cuisson du calcaire, du silex, de la bauxite ou d’autres minéraux afin de provoquer une transformation chimique ; cette transformation est appelée calcination. En céramique, les composants d’une glaçure doivent être chauffés afin de former une sorte de verre, appelé fritte. Les frittes de verre obtenues sont ensuite broyées en poudre fine et ajoutées à des oxydes colorés pour la fabrication des glaçures. Dans d’autres procédés apparentés, comme la production de ciment, l’installation est également appelée four. Certains procédés de séchage à plus basse température sont parfois eux aussi considérés comme des procédés au four, par exemple le séchage du bois dans une enceinte chauffée et fermée.
Les fours industriels, en revanche, sont le plus souvent associés à une branche de la métallurgie. Dans la transformation du fer et de l’acier, on parle souvent de haut-fourneau ou de four Martin-Siemens ; dans les fonderies, on utilise beaucoup de fours à induction et de fours de traitement thermique, par exemple pour le recuit.
Céramique et poterie
La production de céramique et de poterie couvre une très grande variété de produits. Elle comprend les produits dits de céramique lourde, comme les briques de construction courantes, la céramique sanitaire, les tuiles et les carreaux de sol, mais aussi la céramique fine, comme la vaisselle et les figurines décoratives. Tous ces produits sont à base d’argile sous une forme ou une autre, mélangée à d’autres minéraux, et sont tous cuits dans un four. La plupart des fours utilisés pour les décors à l’émail et à l’or sont des fours électriques.
Verre
Le verre sous sa forme la plus connue, le verre plat, est fabriqué en faisant flotter du verre fondu sur un bain d’étain liquide dans un four. Un savoir-faire plus poussé est nécessaire chez les artisans qui fabriquent des vases et d’autres formes par soufflage du verre. Dans ce cas, le verre fondu est maintenu chaud dans un type de four spécial appelé four de réchauffage, et le verrier plonge sa canne dans la masse de verre liquide avant de commencer le soufflage de la forme.
Types de fours pour céramique
La première distinction que l’on peut établir est celle entre les fours intermittents et les fours continus. Dans un four intermittent, les matériaux ou les produits sont placés dans la chambre de cuisson, puis le four suit un cycle de cuisson comprenant montée en température et refroidissement, avant que les pièces finies soient retirées à la fin. Dans un four continu, la zone de cuisson reste en permanence à la température souhaitée et les produits la traversent en continu.
Fours intermittents
Les fours intermittents existent dans de nombreuses conceptions ; nous en examinons quelques-unes ici. À petite échelle, on utilise des fours simples avec une sole fixe et une porte de type four, que l’opérateur charge au début du procédé et vide à la fin. Le four peut contenir des plaques, appelées plaques de four, et l’ensemble constitué par les plaques et les supports est appelé mobilier d’enfournement. La plupart de ces petits fours sont des fours à tirage ascendant. De nombreux céramistes utilisent des fours à chargement par le dessus, qui ont l’avantage d’occuper moins de place que d’autres types.

Fours raku
Dans la céramique d’atelier, les fours raku sont également populaires. Contrairement aux fours traditionnels, ils servent à appliquer des revêtements ou des finitions de surface à haute température sur les pièces, puis à les refroidir très rapidement.
À plus grande échelle, on utilise des fours à chariots, avec un ou plusieurs chariots d’enfournement. Ceux-ci peuvent être chargés à l’extérieur du four puis introduits à l’intérieur, généralement sur des rails. Pendant de nombreuses années, ces fours à chariots ont été des équipements standards dans l’industrie céramique. Une autre solution consiste à utiliser une sole fixe, tandis que la chambre chauffante du four à chariot se déplace latéralement ou vers le haut. Ces fours sont respectivement appelés fours à cloche mobile et fours à cloche. Pour la calcination des matières premières, on utilise souvent un four vertical, dans lequel le matériau est empilé en couches alternant avec le combustible, charbon ou coke. Le four est chargé par le haut et le matériau fini est extrait par le bas.
Combustibles pour fours
Bien que les fours puissent être chauffés avec divers combustibles, de l’électricité au gaz naturel, gaz de ville, fioul lourd, charbon, coke ou bois, les fours modernes atteignent les hautes températures principalement à l’électricité ou au gaz. La plupart des fours à poterie actuels sont des fours à gaz ou électriques, mais il existait historiquement un autre type de four intermittent, chauffé au charbon et au bois, appelé four-bouteille. Le charbon était brûlé dans la chambre de cuisson avec les produits ; ceux-ci devaient être placés dans des caissettes en argile, appelées saggars, afin de les protéger de l’atmosphère polluée créée par la combustion du charbon. Un petit nombre de ces fours a été conservé au titre du patrimoine et est occasionnellement remis en chauffe à des fins pédagogiques. Autrefois, il existait aussi une méthode de cuisson des briques dans laquelle une série de chambres de cuisson était disposée en cercle. Ces chambres, également chauffées au charbon, étaient cuites successivement, de sorte qu’une partie de la chaleur d’une chambre servait à cuire la suivante. Il s’agissait de fours Hoffmann.
Les fours chauffés au charbon et au bois provoquent un niveau de pollution atmosphérique inacceptable.
Fours continus
Dans un four continu, la zone de cuisson est maintenue en permanence à haute température et les produits la traversent. Une méthode courante consiste à utiliser une bande mobile qui transporte les produits dans le four pendant une durée prédéfinie ; pour des carreaux muraux et de sol dits à cuisson rapide, un temps de passage typique serait d’une à deux heures. Une solution plus traditionnelle consiste à utiliser un four tunnel, dans lequel des chariots d’enfournement avancent en continu dans le tunnel. Le temps de passage peut être de 12 heures, voire 24 heures pour un chariot. L’inconvénient de ce système est, comme on peut l’imaginer, qu’il faut disposer en permanence de chariots à charger. En général, un stock de chariots est préparé pendant la journée et utilisé la nuit. Un autre inconvénient est que le personnel du four doit être présent en continu, 24 heures sur 24 et 7 jours sur 7. Pour le traitement thermique des matières premières, cela correspond à l’utilisation d’un four rotatif, dont la zone de chauffe est constituée d’un tambour rotatif avec des brûleurs au centre. Le matériau peut se déplacer dans le tambour incliné et retomber à plusieurs reprises à travers la flamme de chauffe.
Quelques températures courantes en céramique.
- Cuisson de biscuit du grès – 1120 °C
- Cuisson de glaçure du grès – 1060 °C
- Porcelaine – 1200 °C
- Glaçure au sel – 1250 °C
- Porcelaine à la cendre d’os – 1300 °C
- Décor à l’or, également appelé dorure – 800 °C
- Couleurs émaillées à base de verre – 500 °C
Matériaux de construction
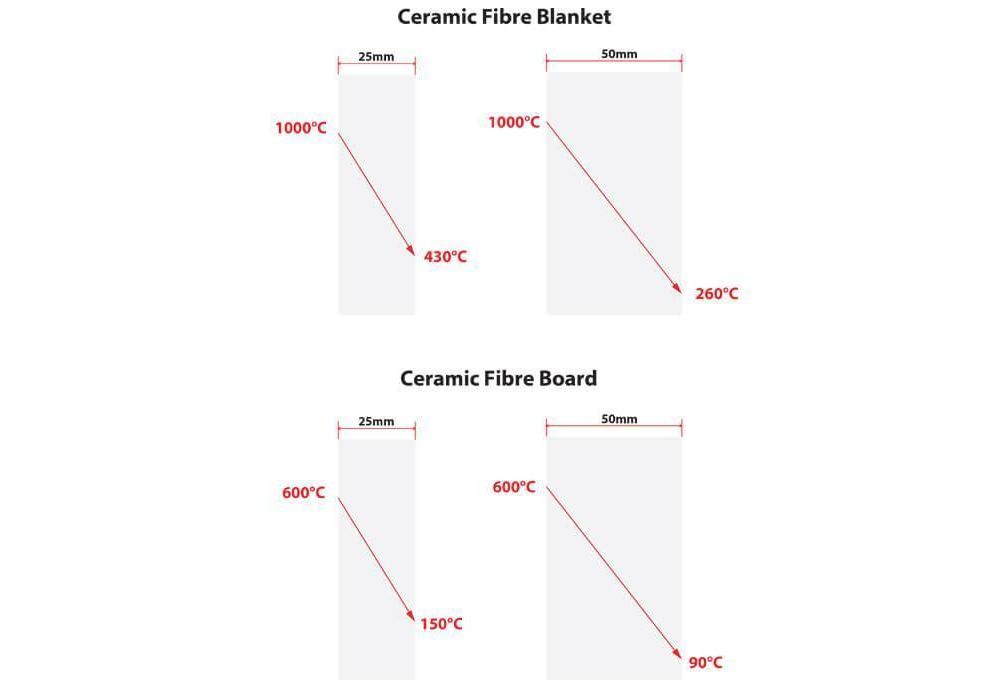
On privilégie surtout les matériaux légers (briques isolantes et fibre céramique), afin de réduire le temps de refroidissement du four après la cuisson. La brique isolante classe 26 est la plus utilisée en association avec le mortier réfractaire Vitset 45. Cela ne s’applique évidemment pas à un four tunnel, où la température est maintenue constante et où les chariots traversent le four ; ces fours sont généralement revêtus de briques réfractaires denses, par exemple des briques réfractaires en chamotte alumineuse contenant 42 % d’Al₂O₃.
Il est important que les matériaux utilisés dans les fours pour céramique (revêtements de fours) aient une faible teneur en fer, car les produits sont très souvent blancs et une contamination par le fer peut provoquer des taches noires ou vertes au contact de la céramique cuite. La fibre céramique doit également recevoir un revêtement réfractaire au zircon, afin d’éviter que des fibres libres ne tombent sur les produits ; cela est particulièrement dommageable pour les produits émaillés.
Dans certaines applications, la résistance au choc thermique est importante. Elle est testée en chauffant des éprouvettes puis en les plongeant dans de l’eau froide. Cette procédure est répétée à des températures de plus en plus élevées jusqu’à ce que la pièce se fissure ou se désagrège. La céramique émaillée est généralement 40 % plus résistante que la céramique non émaillée et présente donc une meilleure résistance au choc thermique.
Glaçure au sel et fours à soude
Dans le procédé de glaçure au sel, les produits en argile sont cuits de manière habituelle, mais lorsque le four atteint sa température maximale, du sel est introduit dans le four par une ouverture située en partie supérieure. Sous l’effet de la température, le sel se vaporise et forme une couche brillante sur les produits. Dans ce procédé, le sel est très agressif et les matériaux réfractaires sont sensibles à l’attaque par les chlorures. Peter Meanley, en Irlande, a mené des travaux montrant que les briques peuvent être protégées lorsqu’elles sont traitées avec Silcas -A avant leur première utilisation en glaçure au sel. Le procédé dans un four à soude est très similaire, mais utilise du bicarbonate de sodium au lieu du chlorure de sodium.
Autres fours et fours spéciaux
Séchoir à bois
Le séchage des bois durs.
Lorsque le bois de sciage est débité pour la première fois à partir d’un arbre abattu, il présente une forte teneur en humidité. Le bois doit donc d’abord être séché dans des cellules de séchage du bois.
Le séchage du bois est souvent accéléré en le chauffant dans un type particulier de séchoir, afin de ramener sa teneur en humidité à moins de 25 %. Cela vaut pour la combustion du bois dans un barbecue, dans un four à pizza à bois ou même dans un poêle à bois domestique ou une cheminée. Le bois traité de cette manière est appelé bois de chauffage séché en séchoir.
Moyens de réguler et de surveiller les températures dans le four
Four électrique
Les fours électriques modernes sont généralement équipés d’un régulateur numérique programmable qui surveille les températures à l’aide d’un thermocouple et pilote la cuisson selon un programme prédéfini comprenant une phase de préchauffage, une montée en température et un palier à la température maximale.
Dans un four électrique, une version plus simple de ce système ressemble davantage à un thermostat et est appelée kiln sitter. Elle se contente de mettre l’alimentation sous tension ou hors tension afin d’atteindre la valeur réglée.
Fours à gaz
Les fours à gaz disposent d’équipements similaires, mais les instruments électriques doivent alors commander des vannes gaz et surveiller à la fois les pressions et les températures. Dans les fours à gaz, il est important de mesurer le niveau d’oxygène dans le four. S’il est trop faible, le gaz ne brûlera pas correctement ; s’il est trop élevé, le four se refroidira prématurément. Un four à gaz est généralement chauffé avec une légère surpression dans le four, de 0,25 à 0,5 Pa par rapport à l’atmosphère extérieure. Cela permet de s’assurer que la chaleur s’échappe du four vers l’extérieur, au lieu que de l’air froid ne pénètre dans le four.
Avant l’arrivée de l’instrumentation moderne, on utilisait une méthode consistant à presser un anneau dans une pâte céramique aux caractéristiques de retrait connues. Pendant la cuisson, plusieurs de ces anneaux étaient retirés successivement du four, jusqu’à ce que l’on constate qu’ils avaient rétréci à la bonne dimension.